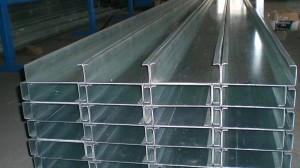
H形鋼は、より最適化された断面積分布とより合理的な強度重量比を備えた一種の経済的な鋼材であり、高効率な鋼材です。その断面が英語の文字「H」と同じであることから名付けられました。H形鋼は、各部が直角に配置されているため、曲げ抵抗が強く、構造が簡単で、コストが安く、全方向に軽量であるという利点があります。
H鋼は主に産業構造物や土木構造物の梁や柱の部材、産業構造物の鋼構造物支持体、地下プロジェクトの鋼杭や支持構造物、石油化学や電力などの産業設備構造物の大径間鋼橋の部品に使用されます。船舶、機械製造フレーム構造、電車、自動車、トラクター、トラクタービームサポート、港湾コンベヤーベルト、高速バッフルブラケット。
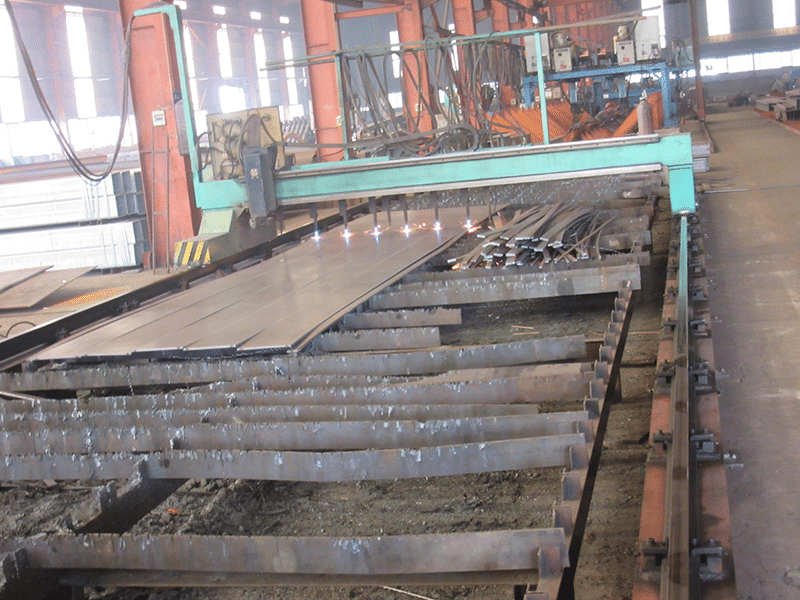
ステップ 1 ブランキング
原材料の仕様、品質、外観を確認し、数値制御切断機で鋼板を必要なサイズに切断します。

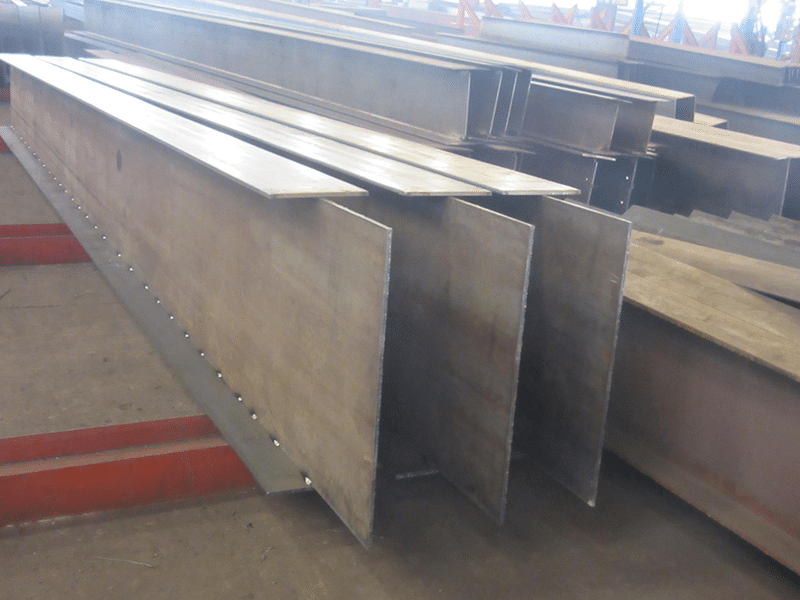
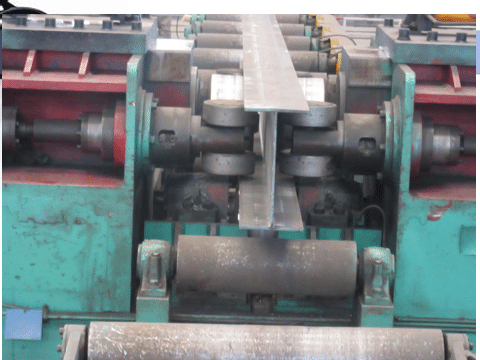
ステップ 2 形成
フランジプレートとウェブを固定します。フランジプレートとウェブ間の隙間は以下を超えてはなりません1.0mm。
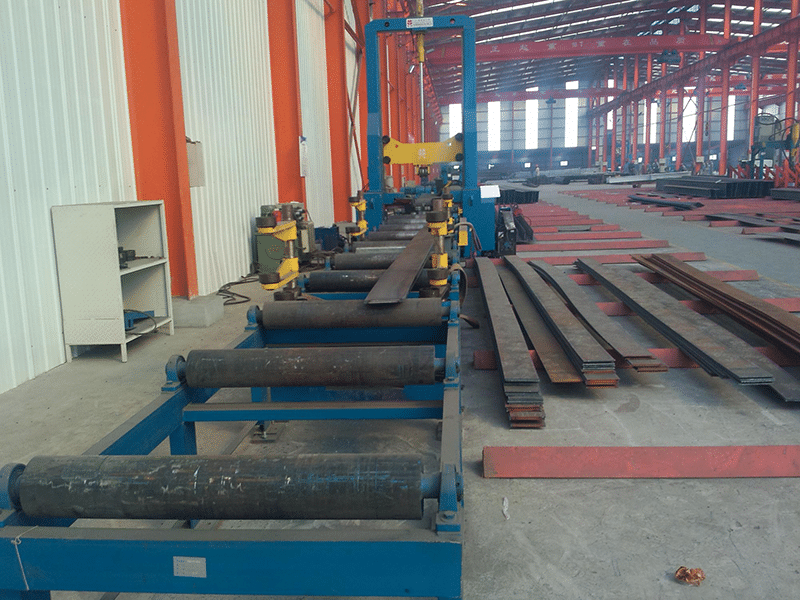
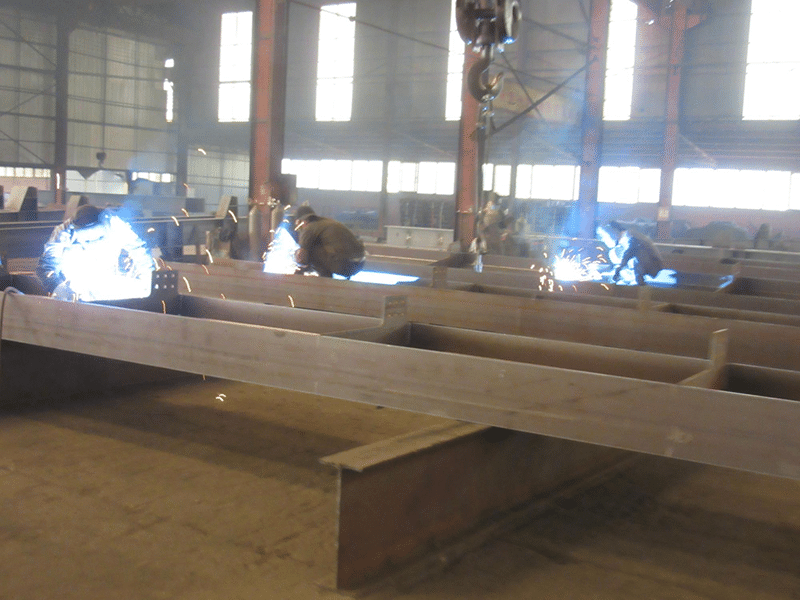
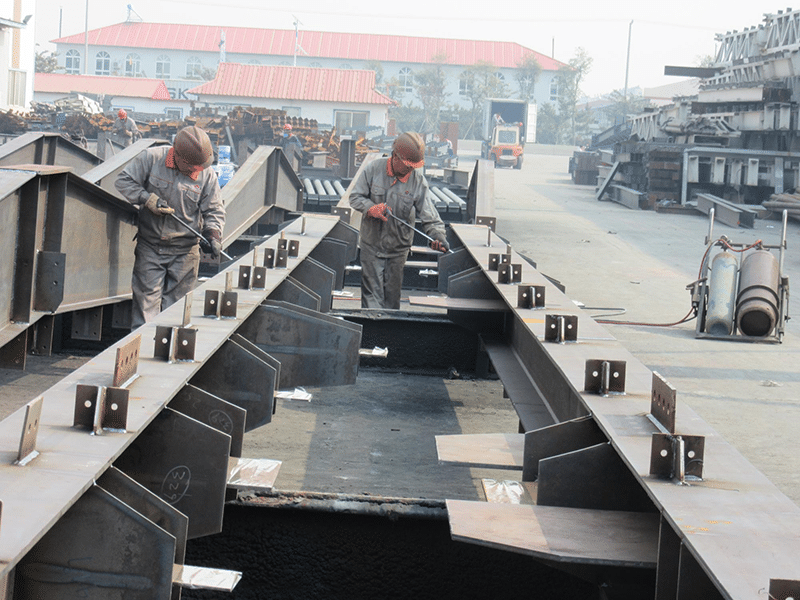
ステップ 3 合同アーク溶接
フランジプレートとウェブを溶接します。溶接継ぎ目の表面は、穴やスラグがなく滑らかでなければなりません。
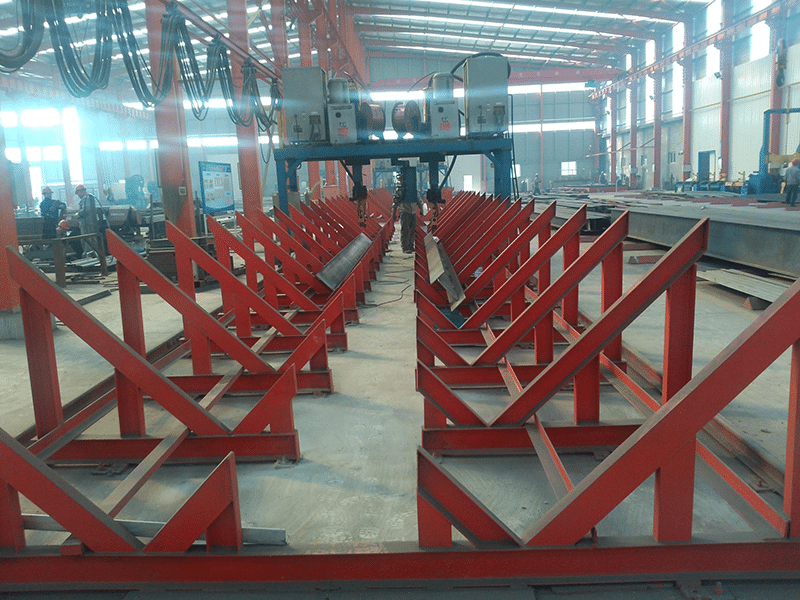
ステップ 4 修正する
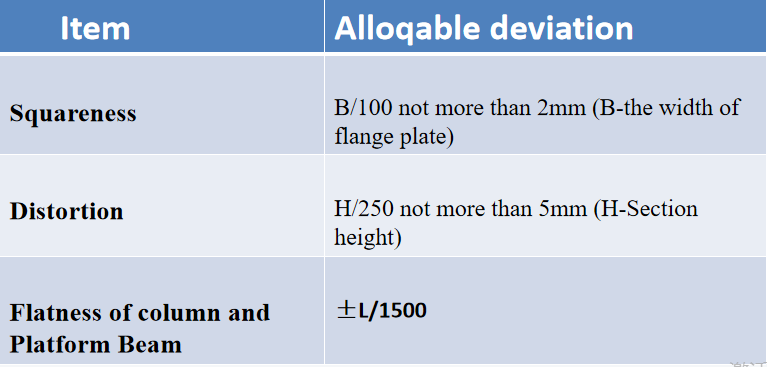
フランジプレートとウェブの溶接後の溶接変形が大きくなり、直角度のずれも発生します。そのため、溶接されたH鋼を矯正器で修正する必要があります。
ステップ5 穴あけ
穴あけ後は母材を傷つけずにバリを除去する必要があります。穴の距離の偏差が規定の範囲を超える場合、電極の品質は母材と同等である必要があります。滑らかに研磨した後、再度穴あけします。

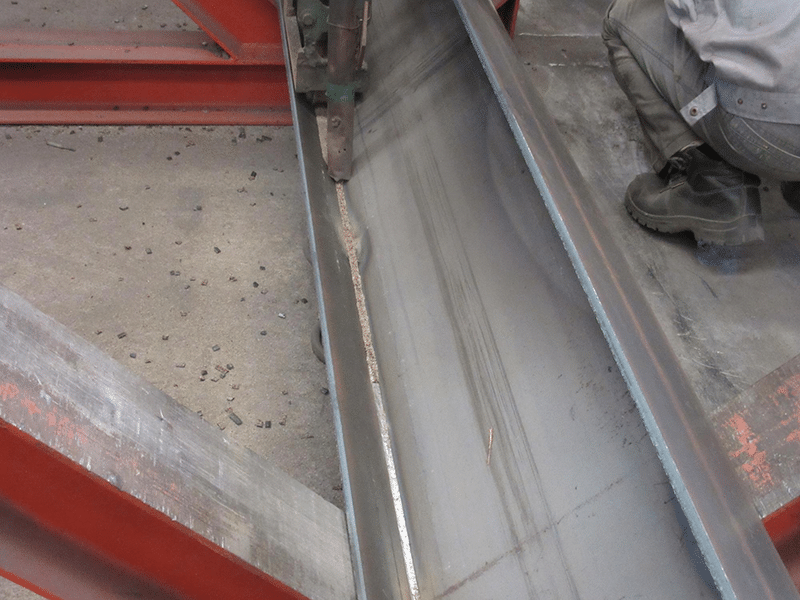
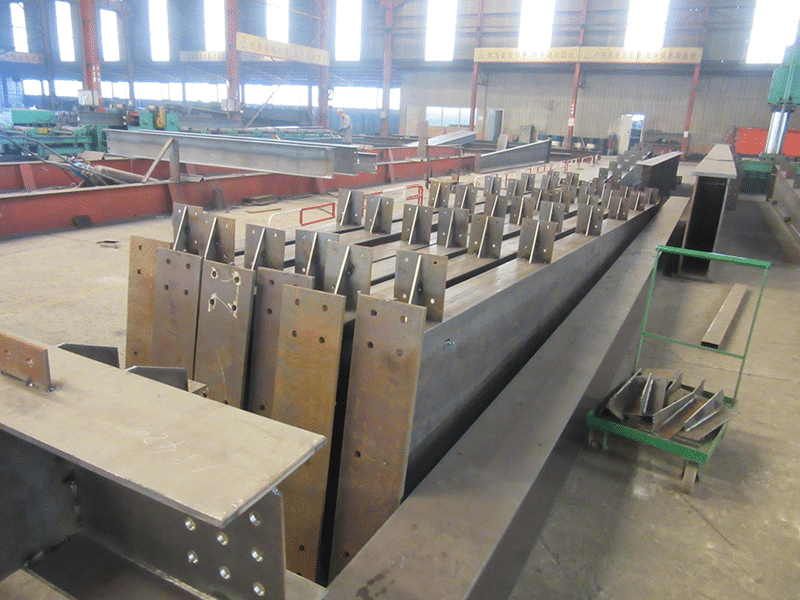
ステップ6 組み立て
図面に厳密に従って組み立て、鋼部品の特性に応じて溶接前の収縮を考慮してください。その後、エラーがないことを確認してから処理を続行してください。
ステップ 8 ショットブラスト
ショットブラストを施すことにより表面粗さが得られ、塗膜の密着性が向上し、塗膜の表面品質や防腐効果が向上します。






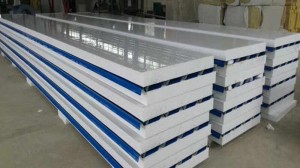
梱包の詳細
各サンドイッチパネルの表面はプラスチックフィルムで覆われています。
または必要に応じて
通常は40フィートのHQコンテナで発送します。特別な要件がある場合は、40GPおよび20GPコンテナでも大丈夫です。
ポート
中国、青島港。
または必要に応じて他のポート。
納期
入金またはL/Cを受け取ってから30〜45日。それについては私たちと話し合って決めてください。